Red Flags When Vetting a Manufacturing Partner: How to Qualify a Supplier You Cannot Visit

The trial batch was fine. Twenty parts, dimensionally sound, on time. Six weeks later the production run of four thousand arrives, and one in eight parts is out of tolerance on a feature nobody checked closely on the sample. Now there is a customer escalation, a production line waiting on rework, and a buyer explaining to their own manager why the supplier they vetted is the supplier causing the problem.
This is not a story about a dishonest supplier. It is usually a story about a buyer who confirmed a sample could be made, but never confirmed the process could make it consistently. That gap, between a good sample and a controlled process, is what this guide is built to close.
The red flags that matter when vetting a manufacturing partner are not the obvious ones. A supplier who misses a deadline or sends a defective batch has already cost the buyer something. The more valuable signals appear earlier: in how a supplier answers questions before an order is placed, in what documentation they can produce without being asked twice, and in what they say when the question is uncomfortable.
A buyer who can read these signals early qualifies suppliers faster and avoids the expensive discovery that usually happens at production volume.
Red flags when vetting a manufacturing partner
The signals that most reliably predict problems downstream are process-related, not relationship-related. A supplier can be responsive, professional, and truly pleasant to deal with while still being unable to hold a tolerance, meet a documentation obligation, or scale reliably.
The red flags worth watching for:
Vague capability claims without supporting evidence. A supplier who describes their capability in broad terms but cannot produce a process flow, equipment list, or dimensional record from a recent job is signalling that the capability may be claimed rather than demonstrated. The test is simple: ask for evidence of a recent part that required similar precision or compliance. A capable supplier has it ready.
No pushback on the specification. A supplier who agrees to every requirement without question is either highly capable or not reading the specification carefully. Experience suggests the latter is more common. A supplier who identifies an ambiguity, flags a potential manufacturing challenge, or asks a clarifying question about tolerances is demonstrating that they actually reviewed the drawing. One who accepts everything without comment has accepted something they may not fully understand.
Missing or outdated certifications. Certifications are not a guarantee of quality, but their absence, expiry, or narrow scope are meaningful signals. A supplier who claims ISO 9001 certification but cannot produce the certificate, or whose certificate covers only part of the facility, has given the buyer inaccurate information. Check the scope, the facility address, and the expiry date, not just whether a certificate exists.
References only from recent or low-volume customers. When asked for references, a supplier who offers only their newest accounts, or accounts where volume has been low, is avoiding the customers who have seen them perform at scale and over time. The references worth calling are the oldest ones.
Inability to explain what happens when something goes wrong. Ask a supplier directly: describe a quality problem you found before shipment and how you handled it. A supplier with real process control has this story and tells it without hesitation. A supplier who deflects, says it never happens, or gives a generic answer has communicated something important.
Unusually fast response with no clarifying questions. A quote that arrives within hours of a complex enquiry, at a significantly lower price than others, and with no questions asked, should trigger scrutiny rather than relief. It often means the supplier priced to a different or simpler version of the requirement.
These signals are not limited to the intake stage. A supplier who answered clearly six months ago but has started giving vaguer answers, resisting documentation requests on a process change, or going quiet when something goes wrong deserves the same scrutiny as one who showed these signs before the first order. Qualification is not a single gate a supplier passes once. It is a pattern a buyer should keep reading for as long as the relationship runs.
How to build a qualified supplier shortlist for an RFQ
The goal of a supplier shortlist for an RFQ is not a long list of options. It is a short list of relevant ones. A shortlist built on category keywords and directory searches requires the most qualification effort per viable candidate. A shortlist built on pre-qualification criteria reaches meaningful comparison faster.
The pre-qualification criteria that matter are specific to the requirement. For a precision component, they might include demonstrated tolerance capability on similar geometry, a quality management system that produces dimensional records, and a reference from a buyer in a comparable application. For a regulated packaging requirement, they might include the specific certification scope, validated compliance with the target market's requirements, and experience with the documentation obligations the buyer's end market imposes.
Pre-qualification can be handled through a short questionnaire sent before the RFQ. Suppliers who answer clearly and completely with supporting evidence are worth investing an RFQ in. Suppliers who answer vaguely, incompletely, or not at all have self-selected out of a serious evaluation.
A buyer without a procurement function mature enough to have a standard pre-qualification questionnaire already built can use AI tools to help draft one tailored to a specific part's risk profile. This is a lightweight, practical use of the technology, not a transformative one: the value is in saving time building a first draft, not in replacing the buyer's judgment about which questions actually matter for the requirement.
The resulting shortlist, even if it is only three or four suppliers, produces more comparable and more useful quotes than a list of fifteen whose suitability is unknown.
This shortlist is the input to everything that follows. The red flags above tell a buyer which suppliers on the shortlist deserve continued attention. The qualification sequence below is what a buyer runs against each of them.
How much of this you actually need, by order size and risk
Not every order justifies every step below. A buyer placing a $1,500 trial order for a non-critical bracket and a buyer placing a $150,000 annual contract for a safety-relevant assembly should not run the identical process, and treating them the same wastes effort on the small order or under-protects the large one.
As a rough guide: for low-value, low-risk parts, documentation review plus a First Article Inspection is usually sufficient. For mid-value or moderately critical parts, add a reference call to the longest-standing customer before committing. For high-value orders, regulated applications, or anything safety- or compliance-critical, all of it applies: documentation, FAI, third-party inspection, and references, regardless of order size, because the cost of a failure is not measured in the order value alone.
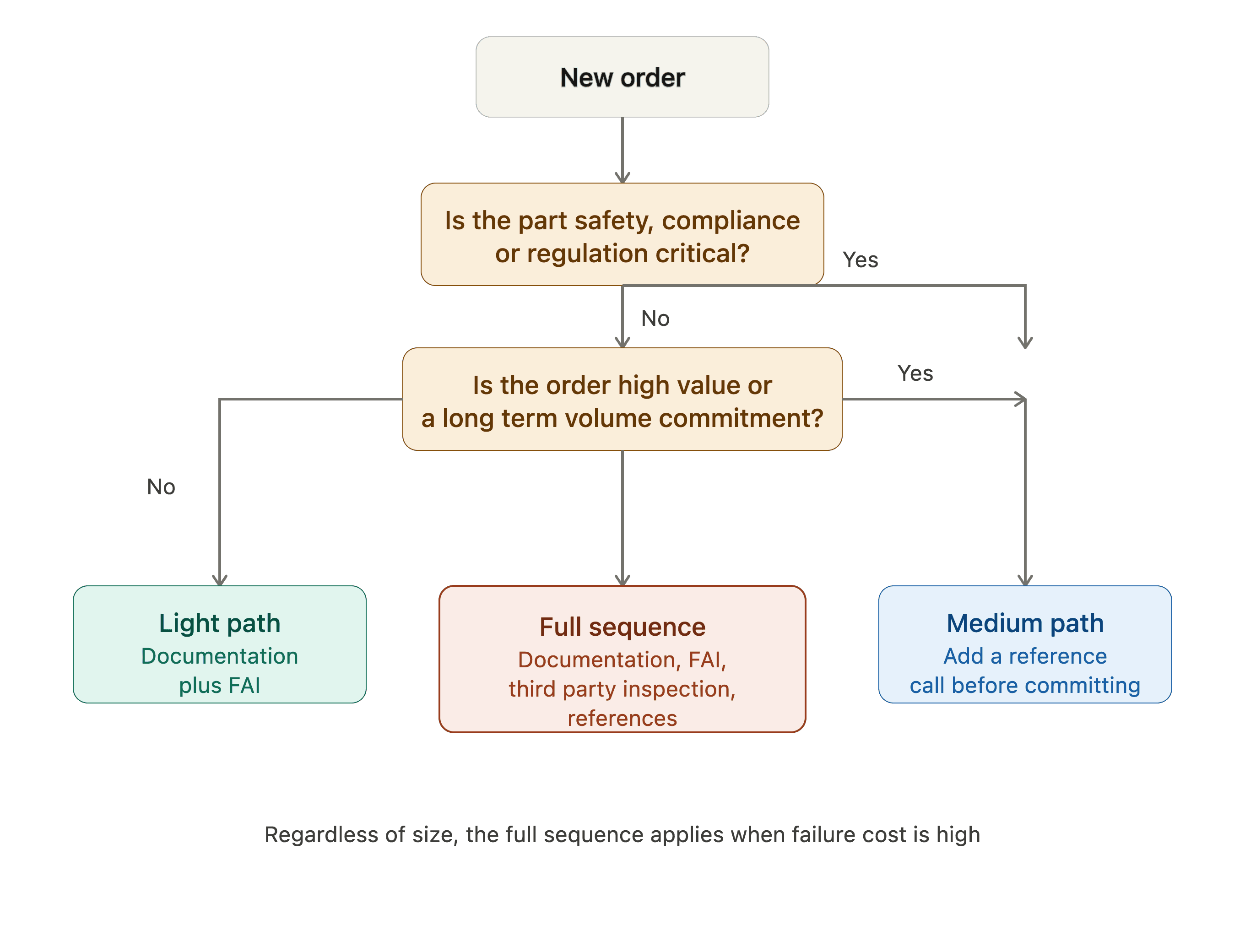
The right question is not "can I afford to qualify this supplier properly." It is "what does a failure on this specific part actually cost me." A failed non-critical bracket costs a re-order. A failed safety-relevant assembly costs a recall, a customer relationship, or worse. Size the qualification effort to the second number, not the first.
Does this apply globally
The qualification framework in this guide, FAI, PPAP, Cpk thresholds, red flags, reference checks, is manufacturing-standard language that applies to a supplier in Vietnam, India, Mexico, Turkey, or Poland exactly as it applies to a supplier in North America or Australia. None of it is Country-specific.
Two things do change by country, and a buyer sourcing globally should know what to check locally rather than assume.
Business registration verification differs by jurisdiction. What counts as proof of a legitimate, active business, and where to check it, varies by country. The principle (verify the registration independently, do not take the supplier's word for it) holds everywhere. The specific registry or portal does not.
Third-party inspection coverage varies by region, but less than most buyers assume. The firms named earlier in this guide, SGS, Bureau Veritas, Intertek, TÜV Rheinland, TÜV SÜD, and QIMA, operate across most manufacturing geographies globally, not just in one country. ISO/IEC 17020 accreditation is the credential to check regardless of country, since it is an internationally recognised standard, not a regional one. The one thing worth confirming locally is whether the specific firm has inspectors who can reach the specific facility in question, which is a coverage question, not an accreditation question.
Everything else in this guide, the red flags, the FAI standard, the shortlist discipline, the PPAP threshold, travels without modification.
How to qualify a supplier you cannot visit
Remote qualification works when it is structured. The buyer's goal is to create, through documentation and third-party verification, the confidence that a site visit would have produced. That requires evidence from multiple independent sources, not just from the supplier.
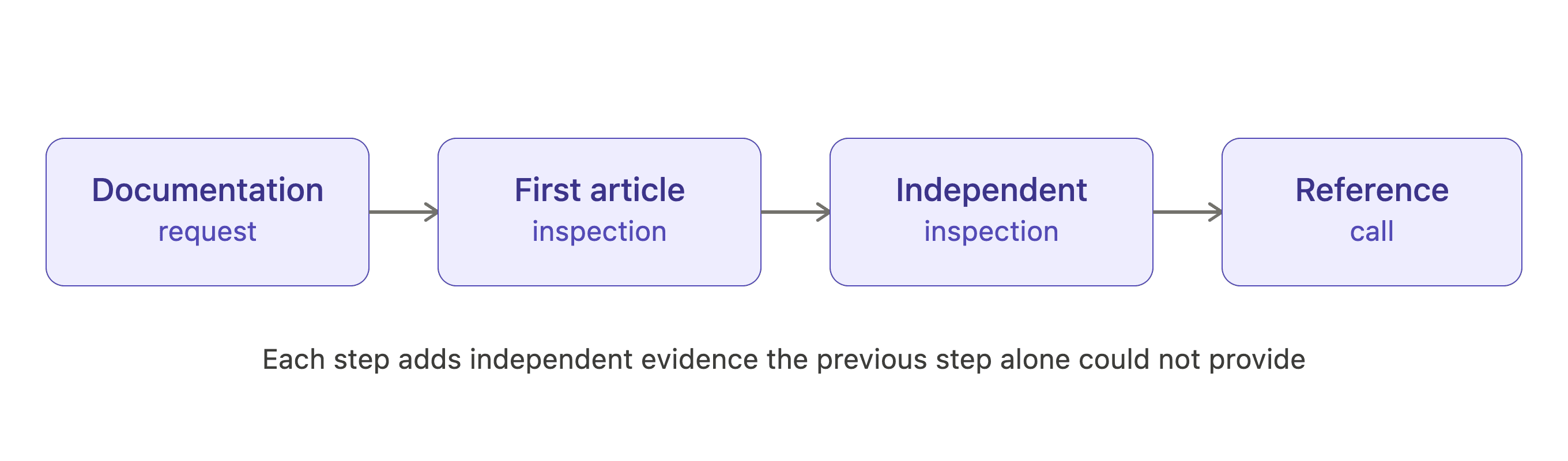
The sequence that works:
Start with the documentation request. Ask for company registration, the full certification document with scope and facility details, a capability statement that names the specific processes and equipment relevant to the requirement, and a list of existing international buyers with contact information. A supplier who provides this without friction is already ahead of most.
AI document verification tools can help at this step. They can check whether a certificate a supplier submits is structurally consistent: correct certifying body formatting, valid certificate number patterns, expiry date logic, before a human reviewer spends time on it. This does not replace verifying the certificate directly with the issuing body, which remains the only way to confirm it is genuine. It is a useful first filter, not a substitute for the second step.
Next, request a First Article Inspection. Ask the supplier to produce the first part from the first production run and document every dimension, material, and functional result against the engineering drawing. The First Article Inspection report proves that the process produced a conforming part, not just that a conforming part was made. It also forces the supplier to demonstrate that their documentation systems work, not just that the part works.
Then arrange independent verification. A small number of inspection firms operate globally across most manufacturing geographies and can be engaged for a single inspection without a long-term contract: SGS, Bureau Veritas, Intertek, TÜV Rheinland, TÜV SÜD, and QIMA are the names a buyer will encounter most often, alongside strong regional specialists in specific manufacturing clusters. The starting filter is accreditation, not brand: confirm the inspector or inspection body holds ISO/IEC 17020 accreditation, which is the international standard for inspection body competence and independence, and which most credible providers will state on request without hesitation.
Beyond accreditation, confirm three things before booking: that the firm has inspectors who can physically reach the specific facility, not just general country coverage; that the inspector assigned has relevant experience for the part type (a textile inspector is not the right choice for a precision-machined metal part); and that the inspection report format includes photographs, measured values against the drawing, and a named inspector who can be contacted with follow-up questions. Several of these firms also integrate directly with sourcing platforms such as Alibaba's inspection service, which can simplify booking for a buyer who has not used a third-party inspector before. An independent inspector reviewing the process, the first article, and the quality records removes the buyer's reliance on self-reported information. This is not a statement of distrust toward the supplier. It is standard practice for any serious sourcing relationship where the buyer cannot visit themselves.
Finally, call the references. Specifically, call the reference who has been buying the longest. Ask about lead time consistency, how disputes were handled, whether documentation was complete and timely, and whether they would use the supplier again for a more demanding application.
First Article Inspection: what it actually proves
The purpose of a First Article Inspection is often misunderstood. It is not a final quality check. It is a process validation.
A sample part proves that a supplier can make the part. A First Article Inspection proves that the supplier's manufacturing process can make the part consistently. A single well-made sample tells a buyer nothing about what the hundredth part will look like. A First Article Inspection with documented process control, material traceability, and dimensional records creates the basis for predicting what production volume will look like.
The inspection should tie every measurement back to the official drawing revision, including geometric tolerancing callouts and material specifications. Material traceability requires a mill certificate or certificate of conformance with a heat or lot number that connects the raw material to the specific batch used. The inspection sample is typically three random parts from the first production lot rather than a single hand-finished piece, which gives a more honest picture of process consistency.
Process capability metrics, where the requirement justifies them, convert the FAI from a pass or fail check into a quantified prediction. A Cpk value of 1.33 or higher is the generally accepted minimum threshold across most manufacturing sectors, including standard automotive components and general electronics. Safety-critical automotive parts, aerospace structural features, and medical device critical characteristics typically require 1.67 or higher. A Cpk above the relevant threshold means the process is not just centred on the target but has enough margin that normal variation will not produce out-of-tolerance parts. That is the information a buyer needs to make a confident decision about production volume.
AI-assisted measurement comparison tools can now automatically check a supplier's FAI measurement data against the drawing's geometric dimensioning and tolerancing callouts, flagging discrepancies faster than a manual line-by-line review of a PDF report. This is useful for a buyer reviewing FAI reports across multiple suppliers and multiple parts, where manually cross-checking every dimension against every drawing is tedious and error-prone. The tool does not replace judgment about whether a flagged discrepancy actually matters for the application. It replaces the tedium of finding the discrepancy in the first place.
What a complete FAI report must contain
A buyer asking for a First Article Inspection report should know what a complete one looks like before it arrives, otherwise an incomplete report is easy to mistake for a thorough one.
A complete FAI report includes: dimensional results against every drawing-called dimension, not a selected subset, with the specific measurement method noted for each (calliper, CMM, optical comparator, gauge); material certification with a heat or lot number that ties the raw material to the specific parts inspected; identification of the inspection equipment used, including its calibration status and last calibration date; the production lot and date the inspected samples were drawn from, so the buyer knows the report reflects an actual production run rather than a hand-built sample; functional test results where the part has a functional requirement beyond dimensional conformance; and sign-off from a named quality function at the supplier, not an anonymous or unsigned document.
A report missing any of these is not necessarily evidence of a problem, but it is evidence of a gap. The buyer should ask for the missing piece before treating the report as complete. A supplier with genuine process control produces this documentation as a matter of course. A supplier who has to assemble it after being asked is revealing how routine the discipline actually is inside their operation.
FAI versus PPAP: choosing the right level
First Article Inspection and the Production Part Approval Process are related but distinct frameworks. The right choice depends on the application, the industry, and the risk level of the part.
A First Article Inspection focuses on the dimensional record, material traceability, special processes, and functional testing. It is appropriate for most general industrial and commercial parts where the buyer needs documented proof of process capability before committing to production volume.
A Production Part Approval Process is a more comprehensive framework used primarily in automotive and aerospace supply chains. It adds formal control plans, process flow diagrams, process failure mode and effects analysis, measurement system analysis, and dimensional results across a statistical sample. Where industry standards such as AS9102 or automotive PPAP requirements apply, the buyer does not choose between the two. The standard defines the requirement.
For buyers outside these regulated industries, the practical guidance is to match the level of evidence to the risk of the part. A non-critical commercial component does not need an automotive-grade approval package. A safety-relevant or compliance-critical part deserves more than a visual check and a price confirmation.
| First Article Inspection | Production Part Approval Process | |
|---|---|---|
| Core scope | Dimensional record, material traceability, functional test on first production run | Adds control plans, process flow diagrams, FMEA, measurement system analysis, statistical sample |
| When it applies | Most general industrial and commercial parts, buyer's choice based on risk | Where AS9102 or automotive PPAP standards apply, not a buyer choice |
| Typical industries | General manufacturing, non-regulated commercial components | Automotive and aerospace supply chains |
| Sample size | Typically three random parts from first lot | Statistical sample across the process, per the standard |
| Buyer takeaway | Sufficient proof of process capability for non-critical parts | Required, not optional, when the part falls under a regulated standard |
Qualification does not end at the first order
A supplier who passes every step above is qualified for the part and process evaluated at that point in time. That is not the same as qualified indefinitely.
Three triggers should prompt re-qualification, not just continued monitoring: any change to the supplier's process, material source, or facility; any quality escapes or delivery failures, even minor ones, since a pattern is more informative than a single incident; and the passage of time on long-running relationships, since a supplier's process discipline can drift even without an obvious triggering event.
For an ongoing relationship, a lighter version of the original qualification, an updated certification check, a sample re-inspection on a periodic basis, a brief reference check with the buyer's own internal stakeholders, is enough to confirm nothing has degraded. This does not need to be a repeat of the full sequence. It needs to be enough to catch drift before it reaches a production-volume order.
The red flags from the start of this guide are worth re-reading periodically against an existing supplier, not just a new one. A supplier whose answers have quietly gotten vaguer over eighteen months is showing the same signal as a supplier who was vague from day one. The only difference is that the buyer has more invested in not noticing.
The remote verification checklist
A structured checklist for qualifying a supplier without a site visit covers six areas:
| Area | What good looks like | What a red flag looks like |
|---|---|---|
| Documentation | Registration, certs with scope and expiry, capability records provided without friction | Delays, partial documents, or certificates that cannot be produced on request |
| References | Two or more international buyers, one a customer for over two years, reachable directly | Only recent or low-volume accounts offered, written testimonials in place of a call |
| First article | Full dimensional record, material traceability, process control evidence | Single hand-finished sample, missing measurement methods or calibration data |
| Independent inspection | Third party inspector reviews process, first article, and quality records before shipment | Resistance to inspection, or inspection limited to the sample only |
| Communication test | Specific, engaged response to a complex technical question | Generic reply, or no clarifying questions on an ambiguous spec |
| Trial order | Sized to a full production cycle, setup through changeover | Supplier pushes back on any trial, or trial limited to a single setup run |
Documentation: company registration, full certification documents with scope and expiry, quality management system summary, and process capability records from recent comparable work.
References: at minimum two international buyers, one of whom has been a customer for more than two years. Contact them directly. Do not accept written testimonials in place of a direct conversation.
First Article: a documented report from the first production run, with dimensional records, material traceability, and process control evidence, covering every dimension noted in the section above.
Independent inspection: a third-party inspector at the factory reviewing the process, the first article results, and the quality records before the first shipment.
Communication test: send a complex technical question and observe whether the response demonstrates genuine engagement with the specification or a generic reply. This is both practical and informative.
Trial order: start with a quantity sufficient to validate at least one full production cycle, from setup through changeover, rather than a single short run. Process drift and consistency issues typically surface across a complete cycle, not within the first few parts off a fresh setup. A trial order sized to a single setup tells a buyer less than one sized to see the process repeat.
See Also
Frequently asked questions
What are the red flags when vetting a manufacturing partner?
The red flags that predict downstream problems are process-related rather than relationship-related. Watch for vague capability claims without supporting documentation, no pushback on the specification despite its complexity, certifications that are missing, expired, or narrower in scope than claimed, references offered only from recent or low-volume customers, and an inability to describe how a quality problem was found and resolved before shipment. These same signals are worth watching for throughout a supplier relationship, not only at intake.
How do you qualify a supplier you cannot visit?
Remote qualification works through a structured sequence: a documentation request covering registration, certifications, and capability evidence; a First Article Inspection from the first production run; independent third-party inspection at the factory; and a direct reference call to the supplier's longest-standing international customer. The combination of documented evidence and independent verification produces most of the confidence a site visit would have generated.
What must a complete First Article Inspection report contain?
A complete FAI report includes dimensional results against every drawing-called dimension with the measurement method noted, material certification with a traceable heat or lot number, the calibration status of the inspection equipment used, the production lot and date the samples were drawn from, functional test results where applicable, and sign-off from a named quality function at the supplier. A report missing any of these elements is incomplete, and the buyer should request the gap be filled before treating the inspection as conclusive.
How do I build a qualified supplier shortlist for an RFQ?
Send a short pre-qualification questionnaire before the RFQ. Define the specific criteria relevant to your requirement and ask only the suppliers who answer clearly and completely with supporting evidence to quote. A shortlist of three to four pre-qualified suppliers produces more comparable and useful quotes than a list of fifteen whose suitability is unknown. The qualification work done before the RFQ reduces the normalisation work that has to happen after quotes arrive.
What is a First Article Inspection?
A First Article Inspection is a process validation carried out on the first production run of a new or modified part. The supplier documents every dimension, material, and functional result from a sample of the first production lot against the engineering drawing. It proves that the manufacturing process can produce conforming parts consistently, not just that one good part was made. For a buyer qualifying an overseas supplier remotely, the FAI report is one of the most useful pieces of evidence available.
What should procurement teams watch for when vetting a new supplier?
Watch for the gap between what a supplier claims and what they can document. Certifications should be checked for scope, facility, and expiry rather than accepted at face value. Capability claims should be supported by records from recent comparable work. References should include long-standing customers, not only new ones. The suppliers who provide this evidence without being asked are demonstrating the discipline that predicts reliable performance at production volume.
Do I need to run the full qualification process for every order?
No. Match the depth of qualification to the risk of the part, not a fixed checklist. For low-value, low-risk parts, documentation review and a First Article Inspection are usually sufficient. For mid-value or moderately critical parts, add a reference call. For high-value, regulated, or safety-relevant parts, the full sequence applies regardless of order size, because the cost of a failure is the relevant number, not the cost of qualification.
Does this remote qualification process apply to suppliers outside India?
Yes. The core framework, FAI, PPAP, Cpk thresholds, and the red flags themselves, is manufacturing-standard and applies to any country. What changes locally is business registration verification, which differs by jurisdiction, and third-party inspection coverage, which varies by manufacturing region. Confirm both specifically for the country in question rather than assuming the same process transfers without adjustment.
Does qualification end once a supplier passes and the first order ships?
No. A supplier qualified at one point in time is not qualified indefinitely. Re-qualification, or at minimum a lighter recheck, is warranted after any process or material change, after any quality escape or delivery failure, and periodically on long-running relationships where drift can occur without an obvious trigger. The same red flags worth watching at intake are worth re-checking against an existing supplier over time.
Ready for fewer, better conversations?
Augmino connects verified Indian manufacturers with buyers who mean business.
Apply to Join